
භ්රමණ අච්චුව, භ්රමණ අච්චුව, භ්රමණ අච්චුව, භ්රමණ අච්චුව යනාදිය ලෙසද හැඳින්වේ, එය තාප ප්ලාස්ටික් හිස් අච්චු ක්රමයකි.ක්රමය වන්නේ පළමුව අච්චුවට ප්ලාස්ටික් අමුද්රව්ය එකතු කිරීම, පසුව අච්චුව සිරස් අක්ෂ දෙකක් ඔස්සේ අඛණ්ඩව කරකවා රත් කිරීම සහ අච්චුවේ ඇති ප්ලාස්ටික් අමුද්රව්ය ක්රමයෙන් හා ඒකාකාරව ආලේප කර උණු කොට ක්රියාව යටතේ අච්චු කුහරයට ඇලවීමයි. ගුරුත්වාකර්ෂණය සහ තාප ශක්තිය.මුළු මතුපිටම, එය අපේක්ෂිත හැඩයට සාදනු ලැබේ, පසුව නිෂ්පාදනයක් සෑදීමට සිසිල් කරනු ලැබේ
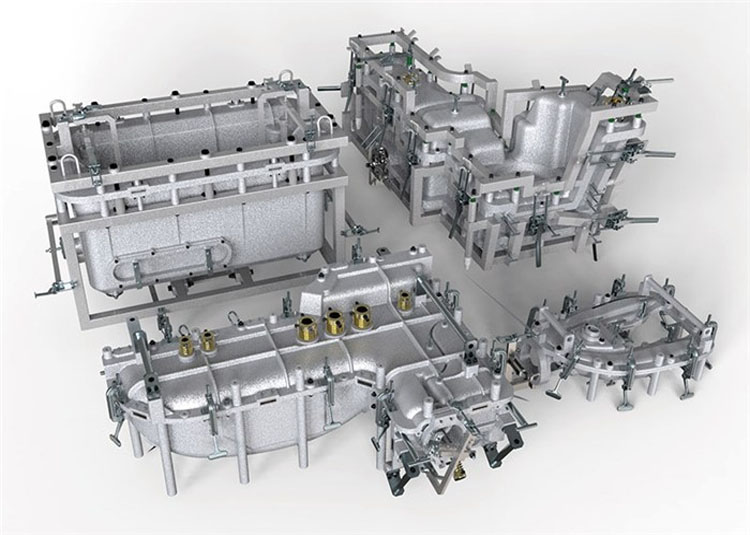
(1) විශාල සහ අමතර විශාල කොටස් වාත්තු කිරීම සඳහා සුදුසු වේ.භ්රමණ වාත්තු කිරීමේ ක්රියාවලියට අවශ්ය වන්නේ ද්රව්යයේ බරට සහය දැක්වීමට රාමුවේ ශක්තිය පමණක් වන බැවින්, අච්චුවේ සහ රාමුවේම, මෙන්ම ද්රව්ය කාන්දු වීම වැළැක්වීම සඳහා වසා දැමීමේ බලයද, විශාල සහ අමතර විශාල ප්ලාස්ටික් කොටස් සැකසීමේදී වුවද, ඉතා බර උපකරණ සහ අච්චු භාවිතා කිරීම අවශ්ය නොවේ..එබැවින්, න්යායාත්මකව, භ්රමණ අච්චු ක්රියාවලිය මගින් සාදන ලද නිෂ්පාදනවල ප්රමාණයේ ඉහළ සීමාවක් නොමැත.
(2) එය බහු-විවිධ සහ කුඩා කාණ්ඩයේ ප්ලාස්ටික් නිෂ්පාදන නිෂ්පාදනය සඳහා සුදුසු වේ - සරල ව්යුහය සහ භ්රමණ අච්චු සඳහා අච්චුවේ අඩු මිල නිසා, නිෂ්පාදන වෙනස් කිරීම ඉතා පහසු වේ.
(3) අනෙකුත් වාත්තු ක්රියාවලීන් සමඟ නොගැලපෙන සංකීර්ණ හැඩයන් සහිත මහා පරිමාණ හිස් නිෂ්පාදන සැකසීම සඳහා එය සුදුසු ය;
(4) ප්ලාස්ටික් නිෂ්පාදනවල වර්ණය වෙනස් කිරීම පහසුය.නිෂ්පාදනයේ වර්ණය වෙනස් කළ යුතු විට, එය අච්චුව පිරිසිදු කිරීම පමණක් අවශ්ය වේ.
(5) භ්රමණ වාත්තු කිරීමේ ප්රධාන අවාසි වනුයේ: ඉහළ බලශක්ති පරිභෝජනය, එක් එක් අච්චු චක්රය තුළ, අච්චුව සහ අච්චු පාදය නැවත නැවතත් රත් කිරීම සහ සිසිලනය කිරීම අවශ්ය වන බැවිනි;අච්චු චක්රය දිගු වේ, මන්ද තාපය ප්රධාන වශයෙන් ස්ථිතික ප්ලාස්ටික් මගින් මෙහෙයවනු ලැබේ., එබැවින් භ්රමක අච්චු උණුසුම් කිරීමේ කාලය දිගු වේ;ශ්රම තීව්රතාවය විශාල වන අතර නිෂ්පාදනයේ මාන නිරවද්යතාවය දුර්වලය.
පසු කාලය: මැයි-19-2022